倍福套料VE变量和M函数新增配置
1.新增VE变量
1.1 PLC程序中的位置:
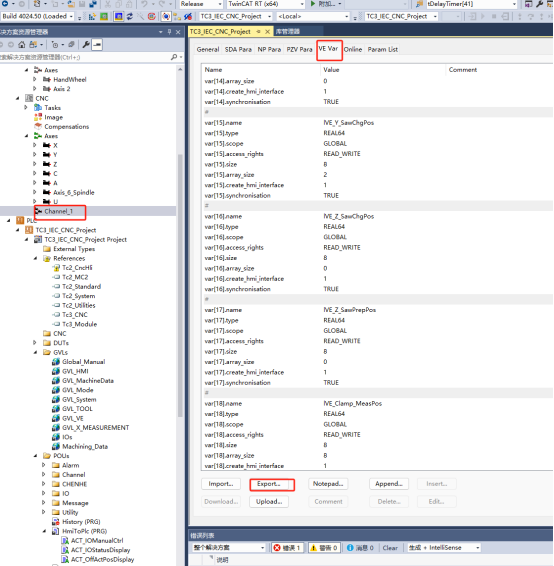
1.2导出所有变量,进行修改或新增,修改也可以直接选中要改的内容点Edit编辑;
array_size为数组长度,如果是0,代表就是一个普通变量;如果是大于1的代表是数组;
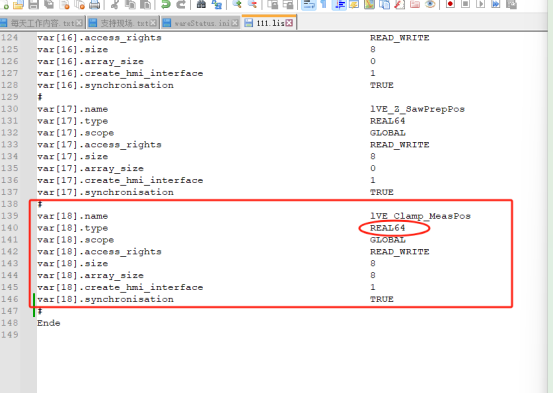
type是变量类型,经常用的有REAL64(double)\SGN32(int)\BOOLEAN
1.3激活PLC
1.4在CNC应用-》半自动中执行如下选中的内容,需要放在最前边,避免后边的被执行;
输入如下指令后,点击停止-》重置-》开始
会在CNC下生成一个xml文件;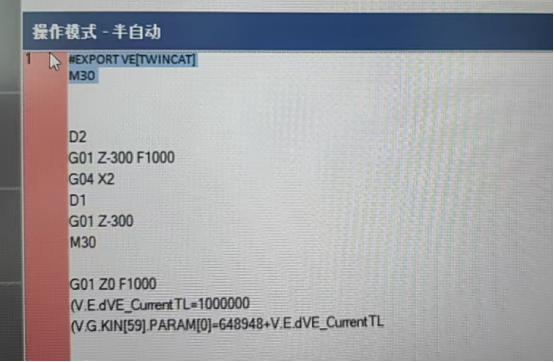
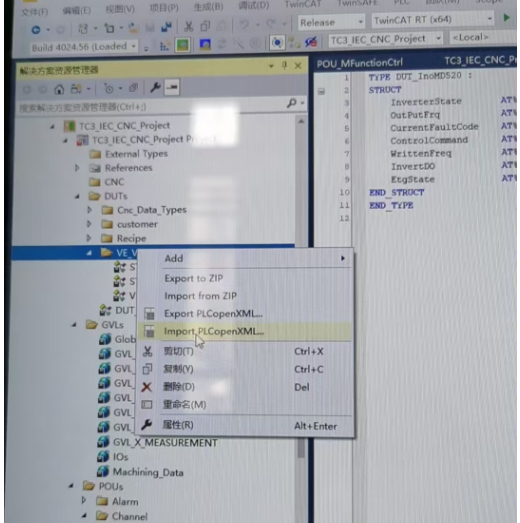
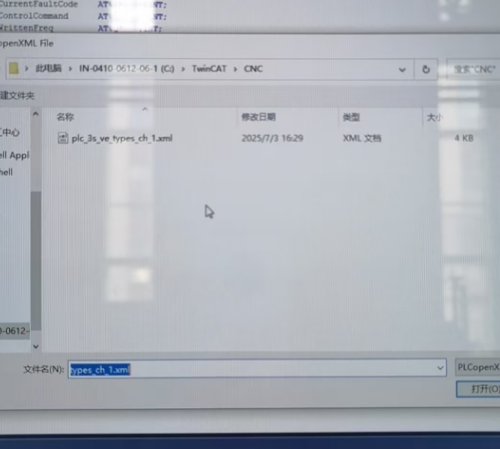
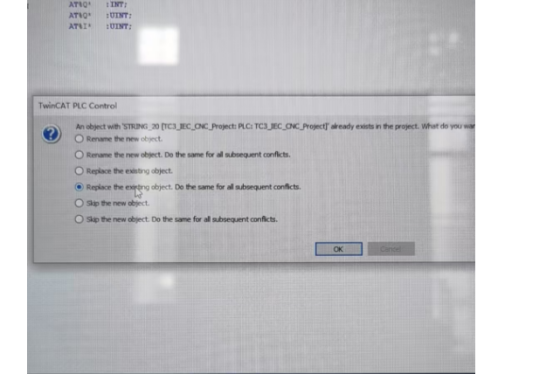
1.5 在PLC导入上一步生成的XML
右键导入:
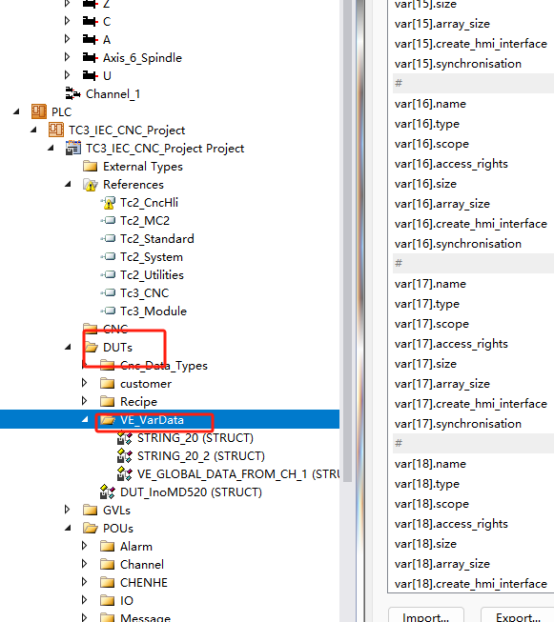

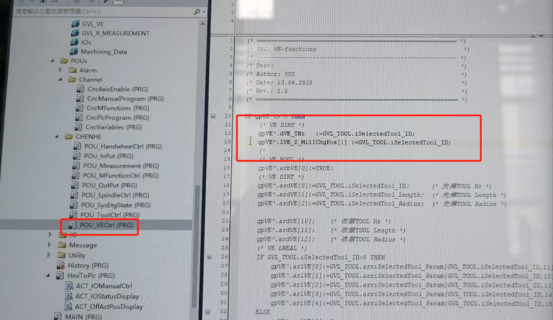
如上图给VE变量赋值;
注意:先新增VE变量激活后,再调用上位机执行#EXPORTVE[TWINCAT]指令,再导入到PLC中VE_VarData中,VE变量才能在PRG中访问;
2.新增M函数
位置:
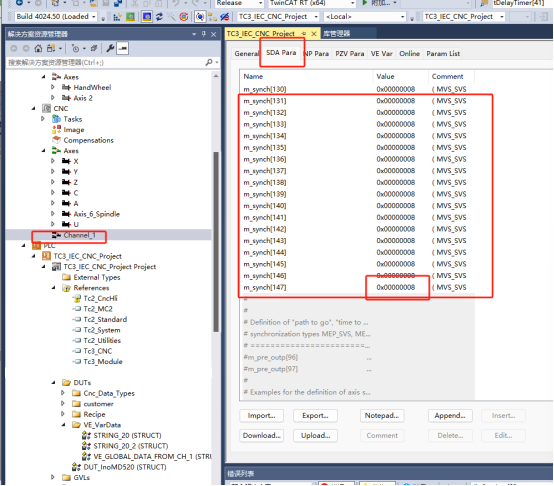
新增后点Download下载;
Value:0x00000008 0x00000004 决定M函数和同行的G01轴动作先后顺序;0x00000008先执行G01再执行M函数;0x00000004 M函数和G01一起执行;
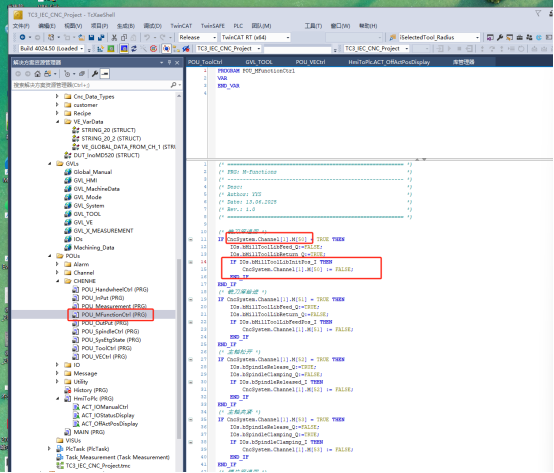
当M50被调用时,CncSystem.Channel[1].M[50]为true会进入if中的代码,当执行完动作后CncSystem.Channel[1].M[50]置为false证明该函数被执行完,NC程序会继续执行后边的动作;