齿轮滚刀刃口钝化技术简介
介绍
在滚刀的使用中发现,进口滚刀和国产滚刀在加工质量和寿命方面存在显著差异。经过多次比较得知,滚刀的使用寿命可以达到国产滚刀的两倍以上,而进口滚刀返回原厂磨削后的使用寿命约为新刀具的90% ,但同样经过国内厂家磨削后,刀具的实际磨削精度并不低于原厂刀具,有的精度甚至优于原厂刀具,但加工质量和刀具寿命明显降低。
对刀具进行显微镜观察后发现,进口刀具和国产刀具的刃口处理存在显著的差异。进口滚刀刃口钝化痕迹明显,钝化圆角大小均匀,刃口质量一致,显微缺陷和磨削毛刺少,涂层附着力好。使用时该刀具切削速度快、耐磨,性能明显优于国产刀具。
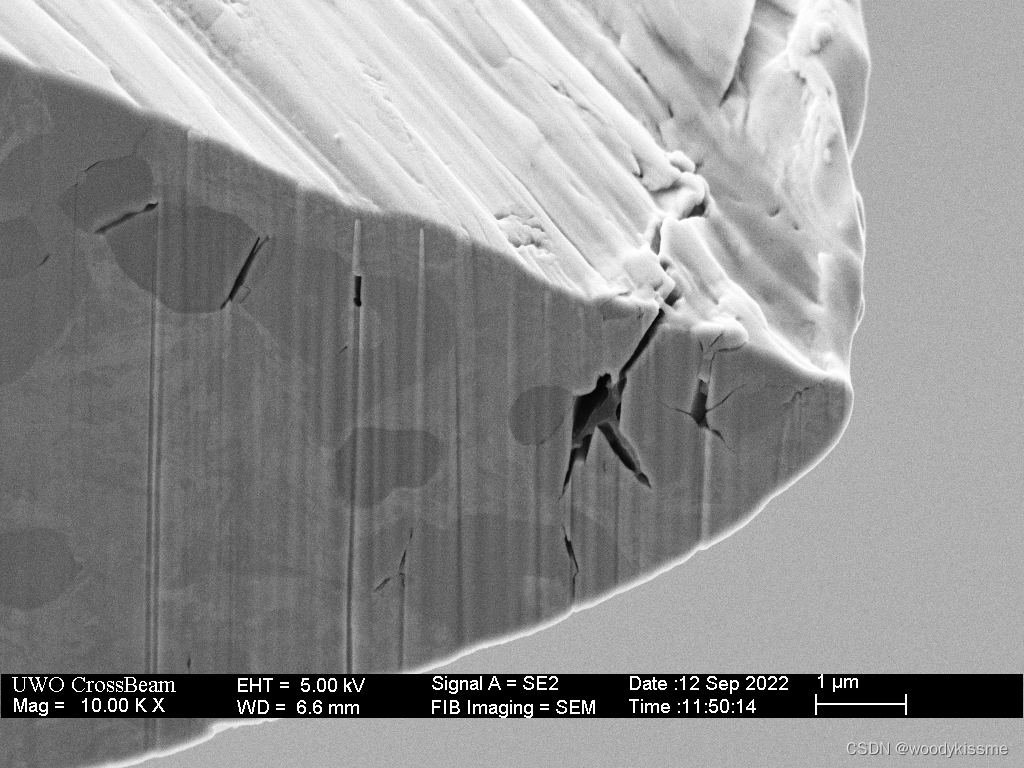
大多数生产滚刀没有经过钝化处理或仅用油石进行手工抛光;大多数重磨齿轮滚刀没有经过钝化处理,甚至没有经过手工钝化处理。通过电镜观察发现,刃口处存在磨削毛刺、微裂纹等缺陷,不仅影响涂层的附着力,而且会导致滚齿过程中刀具的磨损和崩刃加剧。
国内对滚刀刃口钝化的重视程度普遍较低,这将严重制约刀具质量的提高。为了提高刀具耐用度,从根本上降低滚刀成本,据相关文献资料介绍,合适的刃口钝化处理后,可以提高滚刀的耐用度。
钝化的一般方法
滚刀外形尺寸较大,材料和结构复杂多样。据统计,齿轮滚刀的外径范围约为Φ8-Φ400mm,长度范围约为50-500mm。刀具结构有整体式、镶件式、焊接式等,刀具材料有高速钢、高性能高速钢、粉末冶金高速钢、硬质合金等,因此需要一种种包容性强、性价比高的钝化方法。
目前采用的方式如下:采用干式喷砂的方式,干式喷砂是利用压缩空气形成动力,使磨料通过出砂阀进入喷砂管,然后将磨料通过喷嘴喷射到加工表面上,实现喷砂。压缩空气既是喷气机的动力源又是加速动力。干式喷砂机可以通过调节压力值、改变砂的材质和粒度、改变喷砂时间来控制钝化效果。与其他钝化方法相比,喷砂是相对通用、高效的钝化方法,而且干喷砂操作更简单,砂粒可回收,成本更低。
钝化介质
常用的喷砂砂有多种:碳化硅、氧化铝、白刚玉、棕刚玉等。白刚玉切削力较强,可用于去除金属毛刺,并对表面有研磨、抛光作用。考虑到刀具钝化后需要进行涂层处理,一般选择白刚玉作为钝化材料。通过对报废刀具进行喷砂试验,发现如果使用较大颗粒的砂子,刀具过度钝化的风险较高,这将导致切削性能的损失。如果粒径太小,钝化时间太长,可能根本达不到钝化效果。钝化介质的目数,喷砂机的喷砂压力和持续时间直接影响钝化圆角的尺寸。需要进行反复试验验证,确定在一定喷距下喷砂时间与圆角尺寸的关系。
齿轮滚刀刃口形式
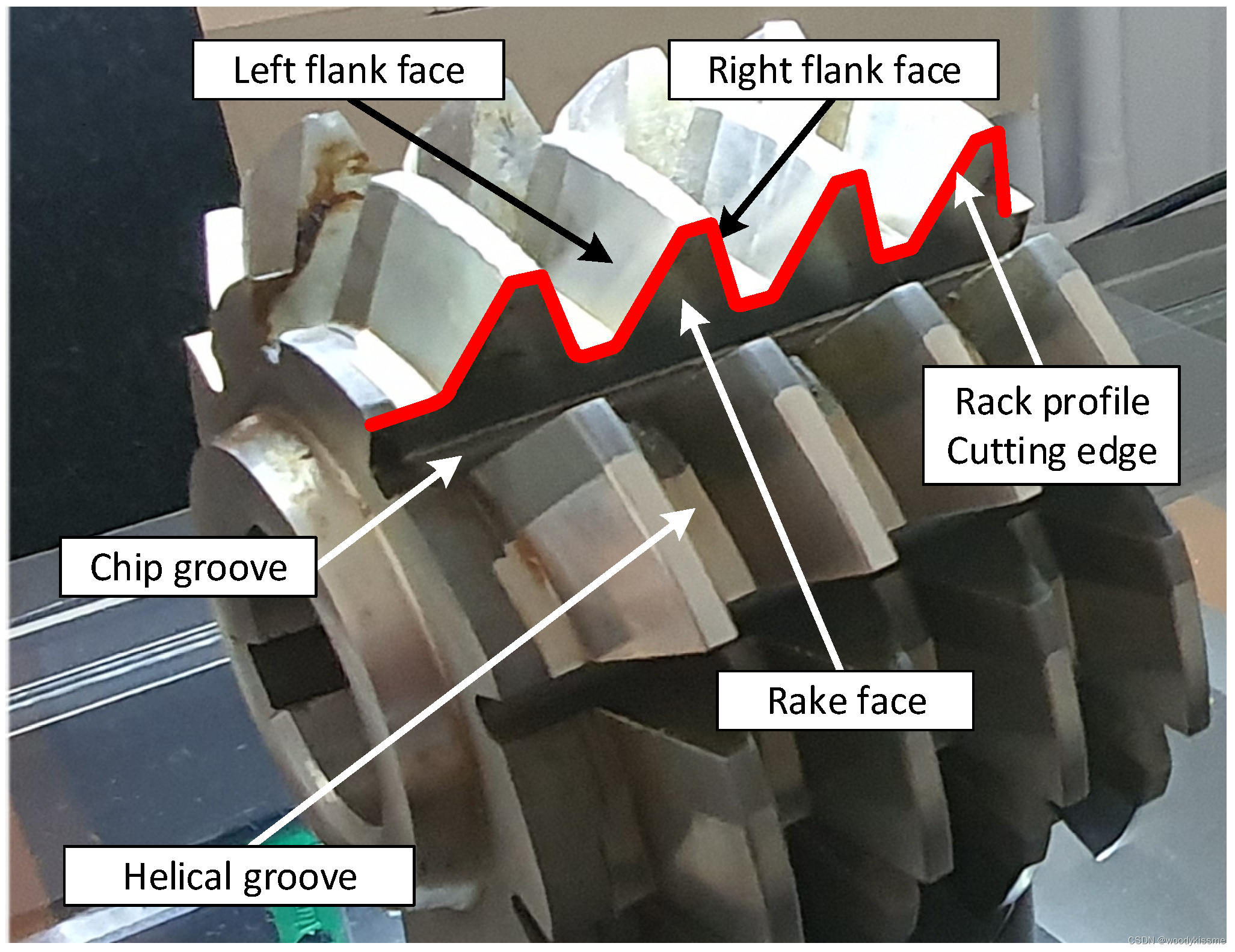
切削刀具刃口有几种类型:锋利刃口、倒角刃口、圆角刃口等几大类。其中,锋利刃口是指刀具前后切削面相交处自然形成的锋利刃口。切削刀具刃口一般有前角和后角,以及切削刃截面示意图。
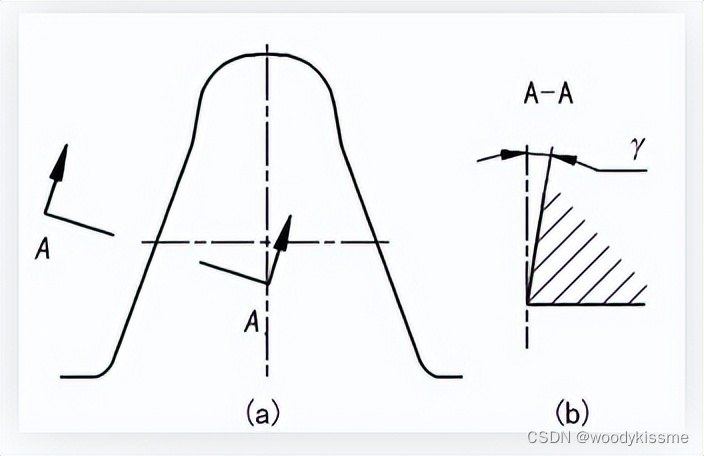
阴影区域是指切削刃上有微观缺陷和毛刺的部分。钝化的目的是消除切削刃处的微观缺陷,即平滑阴影区域,以达到切削刃处的一致性、无缺陷或减少缺陷。
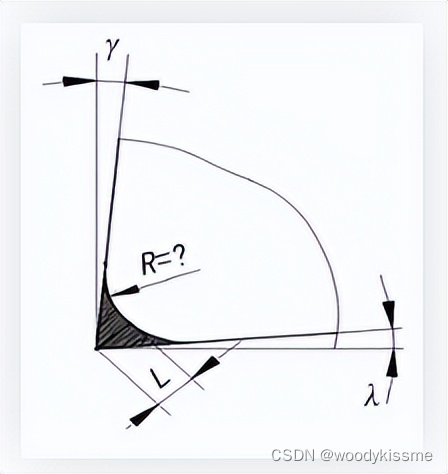
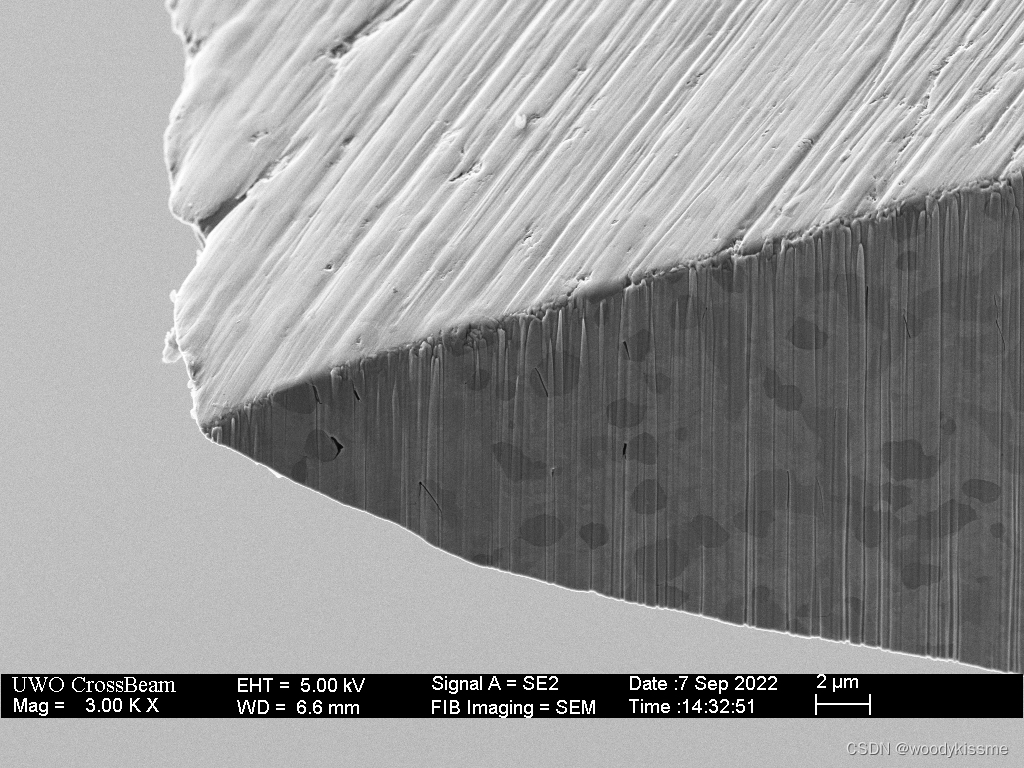
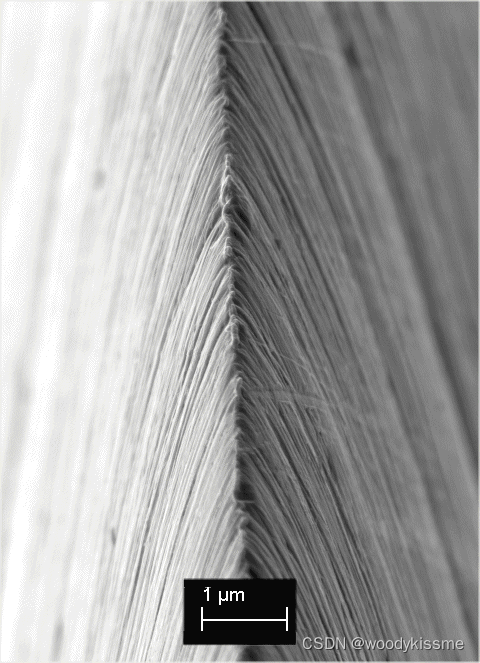
为了了解磨削后齿轮滚刀刃口的实际情况并获得钝化圆角的尺寸,有必要进行检测。滚刀刃口的检查结果表明,刃口一般呈锯齿状,锯齿的峰谷之间的距离称为显微缺陷尺寸,一般在0.005~0.015毫米之间。
上图为理想刃口和实际得到的刃口形状,在电子显微镜下是这样的:
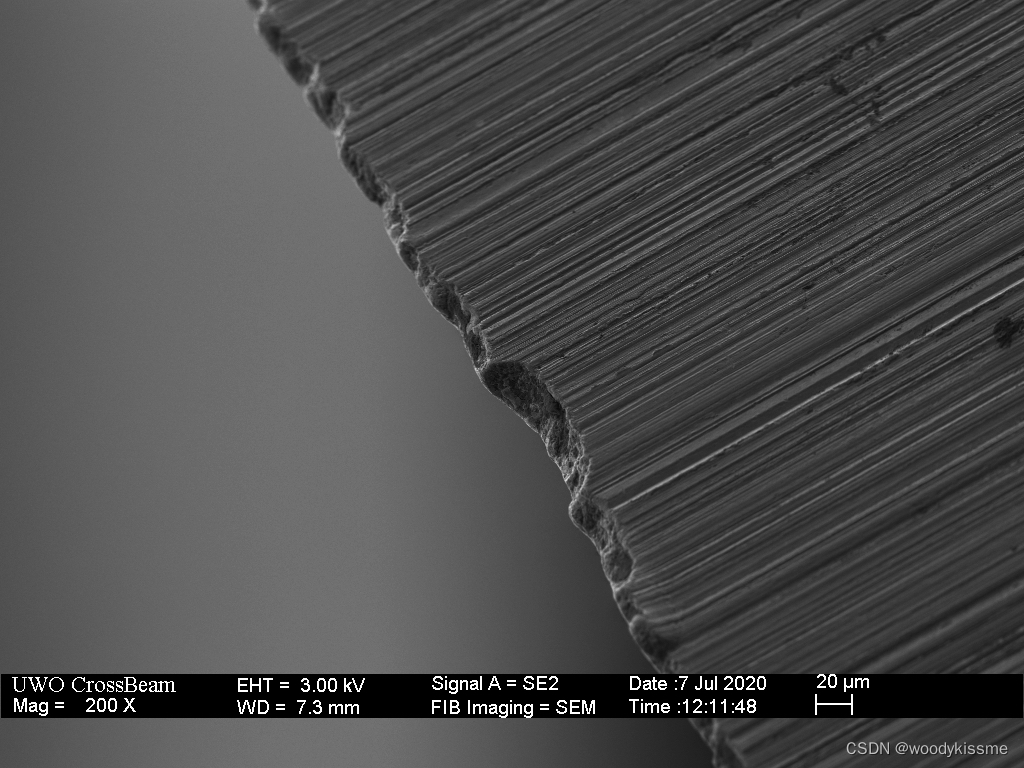
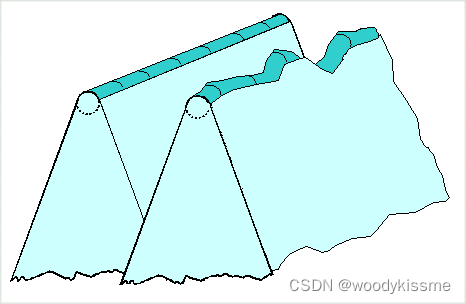
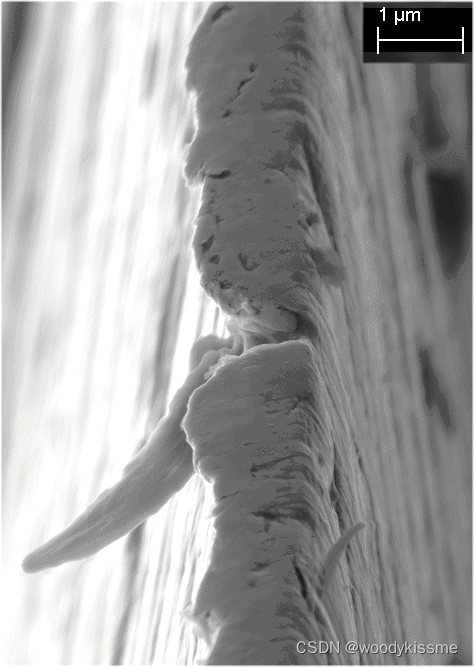
下图是一张刃口相当锋利而且形状完好的图片。
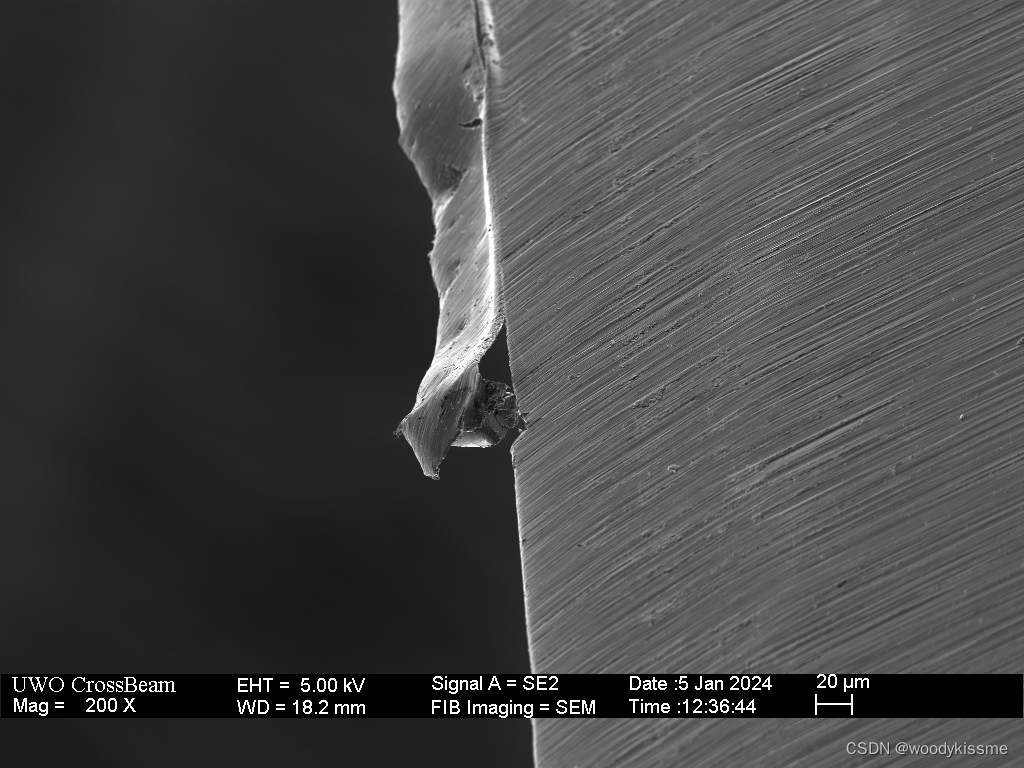
在撞击(慢速或快速)过程中,刀刃上以及被刀刃撞击的目标区域上会产生应力。硬度本质上是测量引起塑性变形(屈服应力)所需的应力,或更宽松地说,是局部开裂的开始,较软的材料会首先“屈服”,以某种方式变形,从而使自身变钝。
以下是一些显示可能发生的情况的图片:

这里并不奇怪。我们只是通过塑性变形来弯曲边缘。这可以通过“剥离”在一定程度上逆转,因为锋利的边缘仍然存在。您“只需”将其向后弯曲即可
滚刀钝圆角的理论计算滚刀顶刃钝圆角的理论计算:滚刀顶刃后角一般取10°~12°,前角角度为0°。
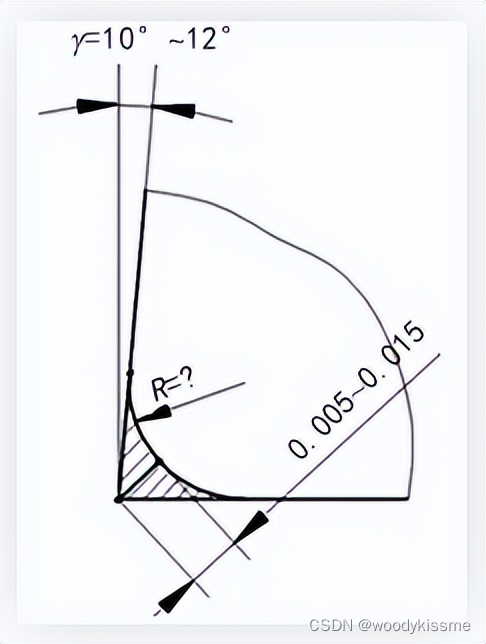
有资料显示,滚刀顶刃钝化圆角理论值在0.085~0.02mm之间,侧刃钝化圆角理论值在0.01~0.03mm之间。由于滚刀顶边和侧边一起钝化,综合考虑,当滚刀边缘缺陷显微检测值在0.005~0.015mm之间时,钝化圆角的理论范围在0.085~0.02mm之间。当然这些数据需要对刀具切削进行测试,以及参考进口刀具切削刃的钝化圆角。
总结
刀具刃口钝化技术是提高刀具寿命、降低刀具消耗、提高加工效率的有效措施之一。滚刀钝化需要不断摸索,在实验中发现总结不同刀具的钝化的具体参数。因此,加大对滚刀钝化技术的研究,对于提高国产滚刀的加工性能、缩短与国外刀具的差距具有重要意义。

我是woodykissme,定期分享有关,机械传动及齿轮加工方面的内容,对这方面感兴趣的小伙伴,可以关注我。希望能够与大家讨论一下:
齿轮的设计及加工方法,加工齿轮所用的刀具设计、制造及使用方面的相关问题。
齿轮刀具设计计算方法,相关应用程序的开发,CAD二次开发自动绘图等的相关技术问题。
刀具应用方面,刀具的切削参数、涂层和使用寿命,加工中遇到的问题和解决办法等问题。
今天就分享到这,感谢您抽出宝贵的时间阅读!
往期精彩内容:
《刀具磨损机理学习笔记分享》
《蜗杆的加工方式学习笔记》
《齿轮检测报告怎么看?》
《渐开线齿轮啮合的基本原理》