M8-11 RFID模块通过RS485转Profinet网关与PLC通信的配置指南
M8-11 RFID模块通过RS485转Profinet网关与PLC通信的配置指南
在工业自动化领域,RFID技术的应用已成为提升生产效率的关键环节。当M8-11系列RFID读卡模块通过RS485转Profinet网关与PLC通信时,设备地址的正确配置是确保数据准确交换的核心步骤。本文将系统介绍这一过程的实现方法,结合硬件连接与软件设置,帮助工程师快速掌握技术要点。

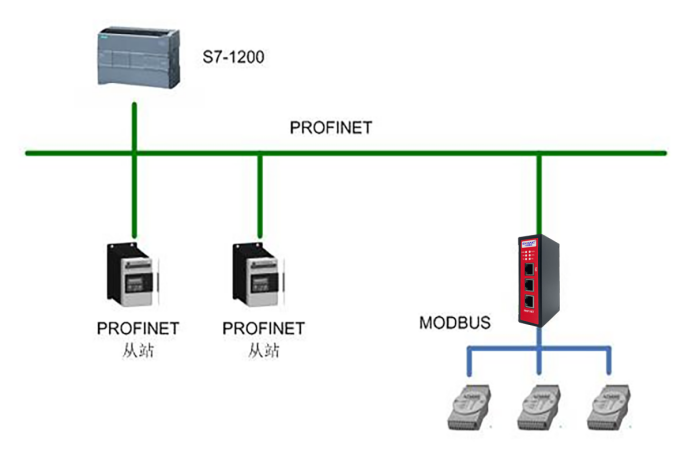
M8-11系列RFID模块通常通过RS485接口输出数据,而工业现场广泛使用的Profinet协议则需要借助RS485转Profinet网关进行协议转换。RS485转Profinet网关的硬件结构包含RS485转换器、Profinet接口模块、电源模块和网络连接模块,其作用是将串行信号转换为PLC可识别的工业以太网信号。例如,兴达易控XD-MDPN100网关便支持变频器、传感器等设备的接入,RFID模块同样适用此架构。
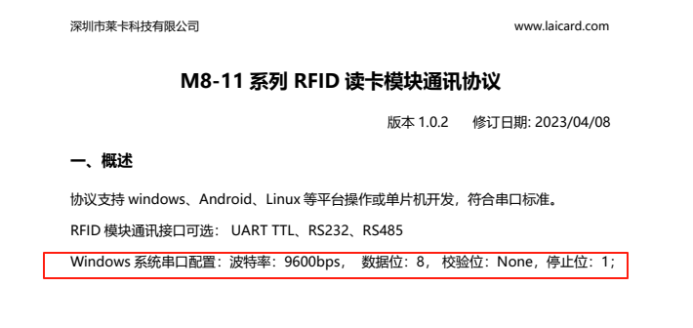
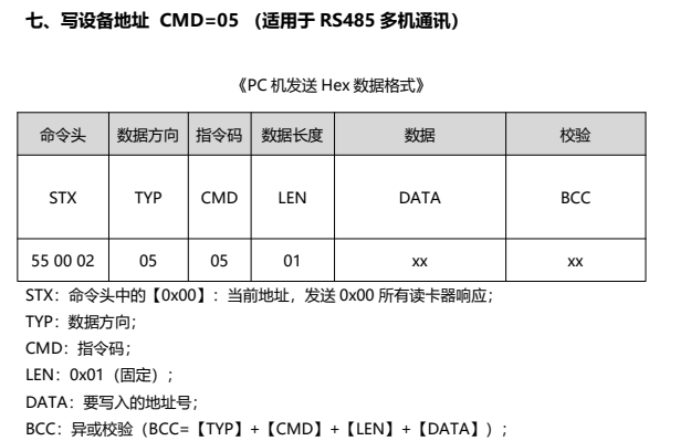
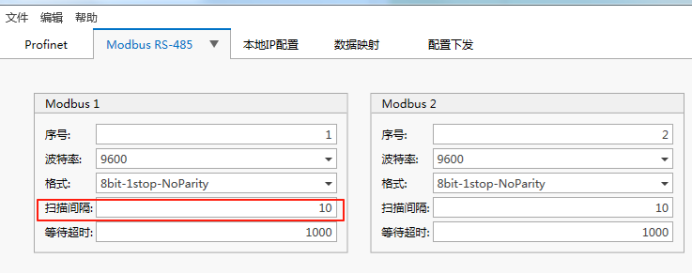
RS485转Profinet网关参数设置:首先通过网关配置软件(如厂商提供的工具)设定RS485端参数,包括波特率、数据位、校验方式等,确保与M8-11模块的通信参数一致。
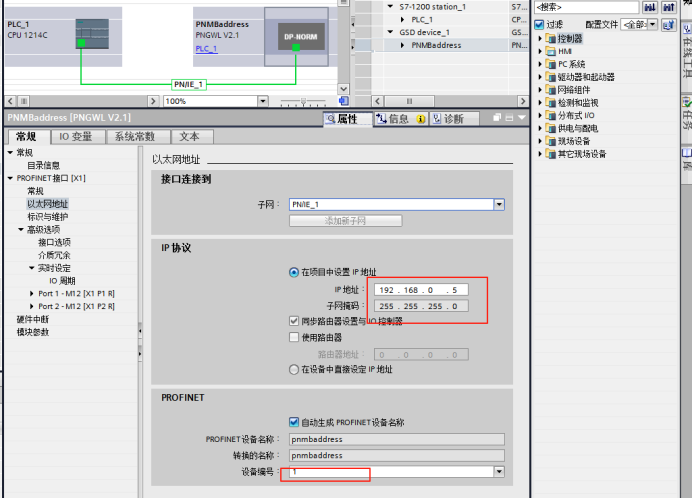
Profinet端则需分配IP地址和设备名称,与PLC处于同一子网。
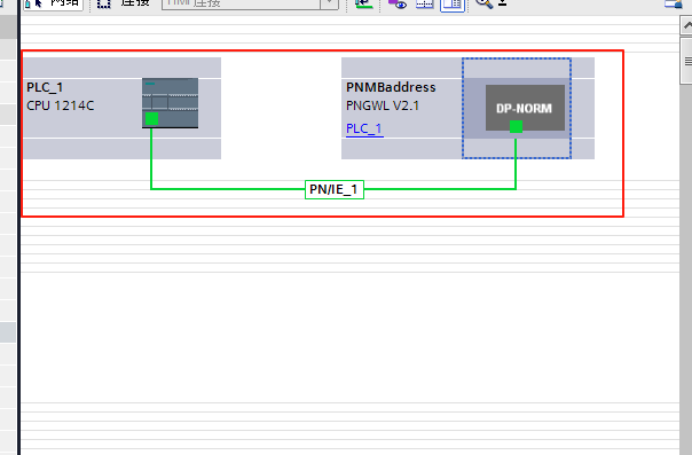
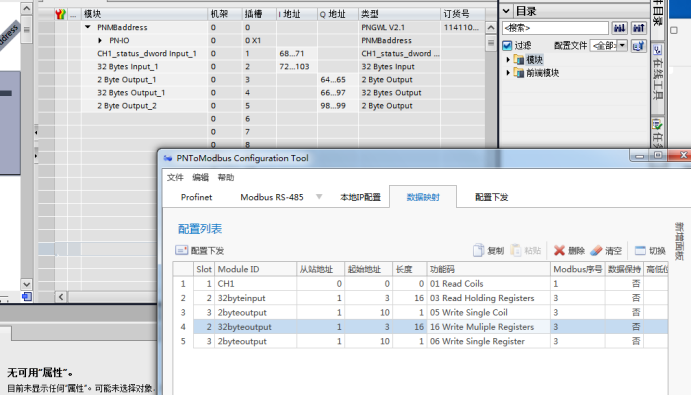
PLC程序编写:在编程软件(如TIA Portal)中,添加RS485转Profinet网关对应的GSD文件,将其作为Profinet从站设备。根据硬件组态,分配输入/输出地址空间。例如,RFID读取的标签数据可映射到DB块或直接寄存器地址。
地址映射与数据读写:通过C#等语言调用PCHMI.DLL控件,可编写脚本实现PLC数据读写。例如,读取RFID标签时,代码需指定Prefix.D和寄存器起始地址,如同“从仓库的特定货架上取货”。
地址冲突:若多个设备地址重叠,会导致通信中断,需检查PLC硬件配置表的唯一性。
数据延迟:RS485的轮询机制可能引入延迟,可通过优化RS485转Profinet网关的扫描周期缓解。
通过上述步骤,M8-11 RFID模块的数据可稳定集成至PLC系统,为生产线赋予“智能识别”能力。实际应用中,建议结合设备手册与现场网络环境灵活调整,确保工业级通信的可靠性。